Competitive advantage & profits are always improved by making the most out of what you already have. With our Heat Pipe Heat exchanger (HPHE) technology you can break new ground.
The path to optimise profitability, save energy and reduce the overall environmental impact is by extracting maximum benefit from all heat energy already available within the system.
Conventional heat exchanger technology usually fails at extracting heat from difficult sources. At Comfit Enersav, we will provide you with the optimal solution for the next energy saving, the more challenging waste heat recovery. Energy streams that are not easy to recover can be tapped with Heat Pipe Heat Exchanger technology (HPHE).
HPHE can be used in a wide range of industries with a challenging source of waste energy. Heat can be easily recovered from amongst others Flue gases with high particulate content or SOx and Corrosive fluids & dirty liquids.
We will help you improve your bottom line and meet your energy saving & environmental targets.
Industries and Potential Heat Sources
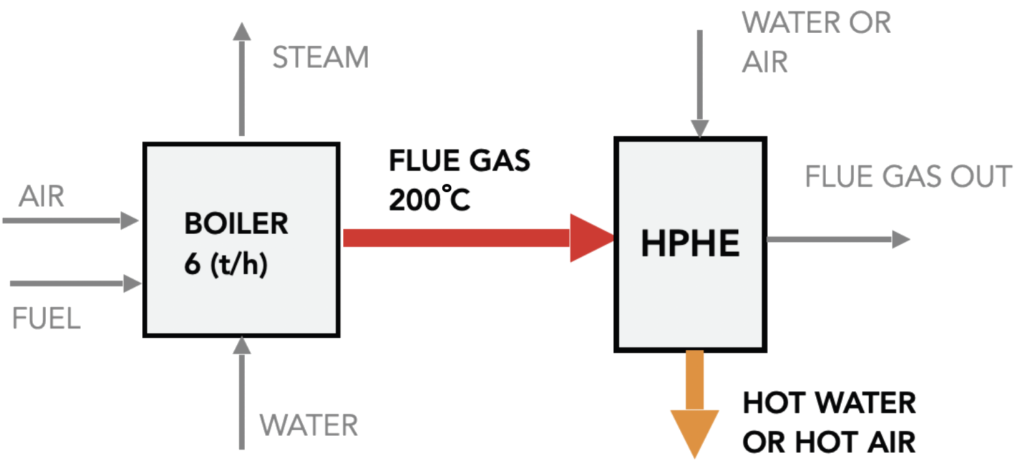
Flue Gas Heat Recovery Study
Every 20C heat recovered from Flue Gases translates to ~1% improvement in Boiler efficiency.
For flue gases with SOx and/or sooty, particulate material
Conventional heat exchangers suffer from cold spot and SOx condensation corrosion due to cold spots. Also, sooty flue gases offer challenges with respect to cleaning and maintenance in conventional exchangers.
HPHE operates at isothermal conditions and hence does not suffer from cold spot formation. Flue gases can be cooled close to the condensation temperature allowing higher heat recovery. Automated or manual in-situ cleaning of HPHE makes it an ideal exchanger for sooty flue gases.
This study focuses on a boiler producing 6 t/h saturated steam at 10 bars. Two fuel cases have been considered for this study, Briquettes and Natural Gas.
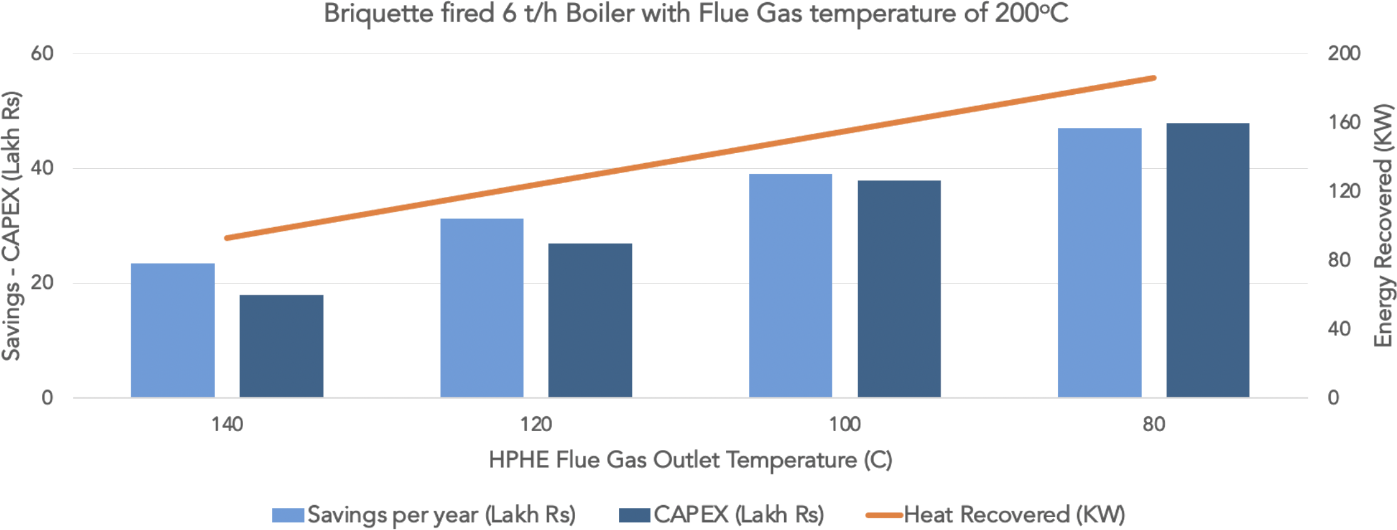
Briquette fired boiler
The flue gases will contain a high amount of particulate/soot. The evaporator section of the HPHE for this case has non finned smooth heat pipes and is fitted with an Ultra-Sonic soot blower.
The graph on the right shows the Cost Saved per year and HPHE CAPEX for 60, 80, 100, 120 °C heat recovered from flue gases, assuming the flue gas exits the boiler at 200°C.
Savings is calculated based cost of steam @ Rs 2.3/kg
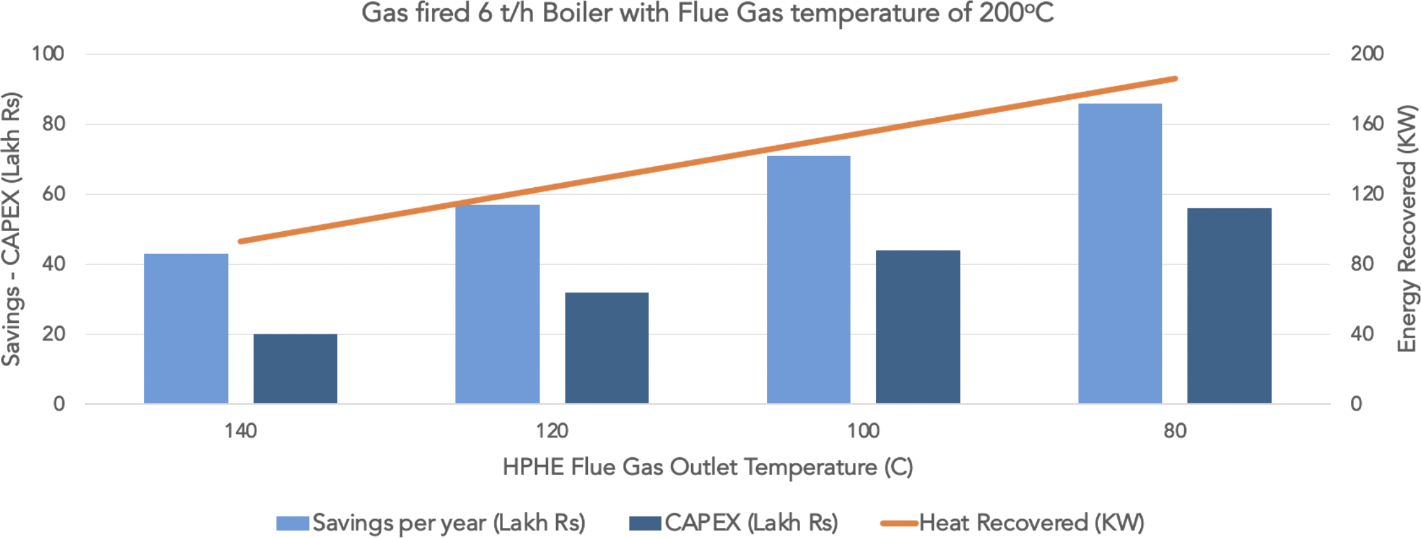
Savings is calculated based cost of steam @ Rs 4.2/kg
Natural Gas fired boiler
The HPHE for this case will have fins in the evaporator section to improve the overall heat transfer. In case there is SOx in the flue gas, the gases can be cooled to a temperature close to the dew point at the stack exit.
The graph on the left shows the Cost Saved per year and HPHE CAPEX for 60, 80, 100, 120 °C heat recovered from flue gases, assuming the flue gas exits the boiler at 200°C.
The shown Savings and CAPEX figures are estimated values. Connect with us to find our the exact cost savings and HPHE CAPEX for your project.